







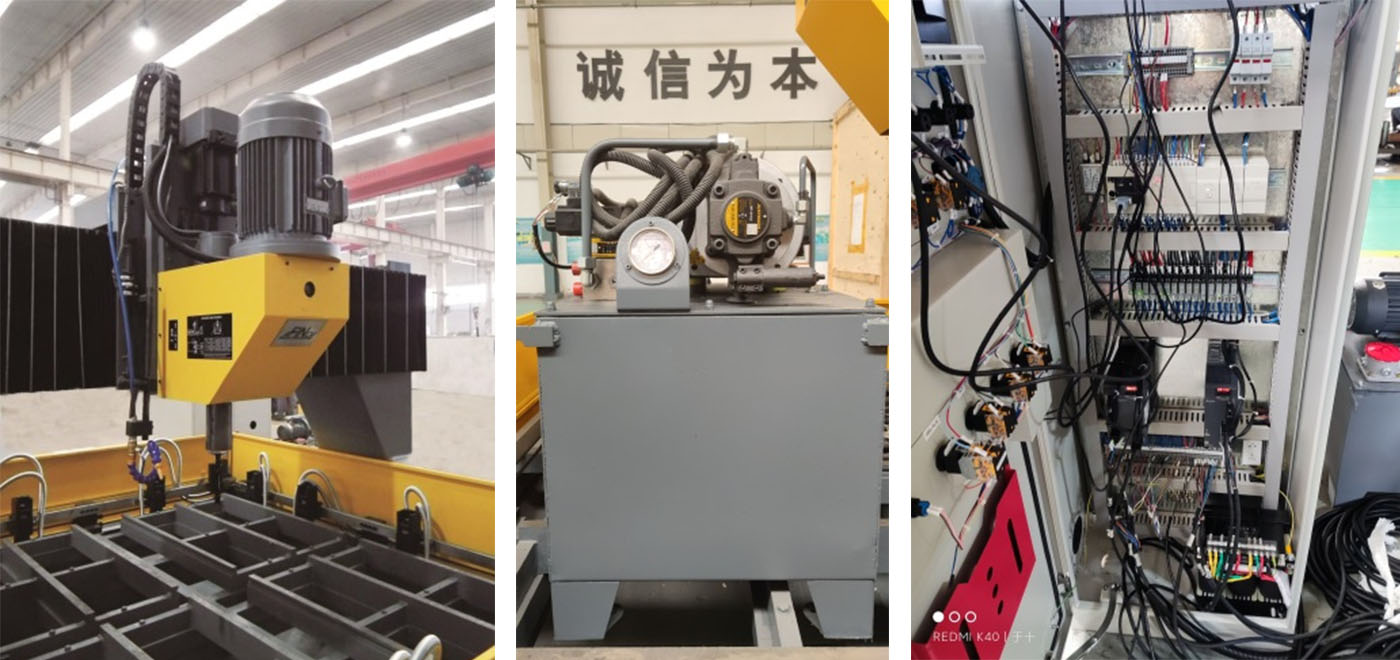
Máquina de perfuração de chapas CNC móvel tipo pórtico PLD7030-2




| Máximoplacatamanho | Comprimento x largura | 7000x3000 mm |
| Tcaipira | 200 mm | |
| Mesa de trabalho | tamanho da ranhura em T | 22 mm |
| Cabeçote de perfuração | Quantidade | 2 |
| Perfuraçãoburacofaixa de diâmetro | Φ12-Φ50mm | |
| RPM(frequência variável) | 120-560 rpm | |
| Cone Morse do fuso | Nº 4 | |
| Potência do motor do fuso | 2 x 7,5 kW | |
| Movimento longitudinal do pórtico (eixo x) | Curso no eixo X | 10000mm |
| velocidade de deslocamento no eixo X | 0-8 m/min | |
| Potência do servomotor do eixo X | 2x2,0 kW | |
| Movimento lateral da cabeça de força (Eixo Y) | Deslocamento no eixo Y | 3000 mm |
| velocidade de deslocamento no eixo Y | 0-8 m/min | |
| Potência do servomotor do eixo Y | 2 x 1,5 kW | |
| movimento de alimentação da cabeça de força (Eixo Z) | Curso do eixo Z | 350 mm |
| taxa de avanço do eixo Z | 0-4000 mm/min | |
| Potência do servomotor do eixo Z | 2 x 1,5 kW | |
| transportador de cavacos e sistema de resfriamento | Potência do motor do transportador de cavacos | 0,75 kW |
| Potência do motor da bomba de refrigeração | 0,45 kW | |
| Esistema elétrico | Sistema de controle | PLC+ computador superior |
| Número de eixos CNC | 4 |
1. A posição das coordenadas do furo pode ser determinada rapidamente a uma velocidade de 8 m/min, e o tempo auxiliar é relativamente curto.
2. A máquina está equipada com cabeçote de perfuração com mesa deslizante e alimentação servo. O motor do fuso do cabeçote de perfuração adota regulação de velocidade por frequência variável contínua, e a velocidade de avanço adota regulação de velocidade servo contínua, o que facilita a operação.
3. Após a configuração do curso de avanço da perfuração, o equipamento possui função de controle automático.
4. O furo cônico do eixo é Morse nº 4 e está equipado com uma bucha redutora Morse nº 4/3, que pode ser usada para instalar brocas de diferentes diâmetros.
5. A estrutura móvel tipo pórtico é adotada, a máquina ocupa uma área pequena e o layout da estrutura é racional.
6. O movimento do eixo X do pórtico é guiado por dois pares de guias lineares de rolamento de alta capacidade de carga, o que proporciona flexibilidade.
7. O movimento do eixo Y da sede deslizante da cabeça de força é guiado por dois pares de guias lineares de rolamento e acionado por um servomotor CA e um par de fusos de esferas de precisão, o que garante a alta precisão do posicionamento da perfuração.
9. A máquina está equipada com um dispositivo de ajuste da ferramenta com centro de mola, que permite determinar facilmente a posição do flange.
10. É equipado com removedor de cavacos e tanque de refrigeração. Uma bomba de refrigeração circula o fluido refrigerante para perfuração com fuso, melhorando o desempenho da perfuração e a vida útil da broca.

11. O programa de controle adota PLC e está equipado com um computador central para facilitar o armazenamento e a entrada do programa de processamento de chapas, e a operação é simples. A plataforma de software é o sistema operacional Windows, com interface amigável, gerenciamento de recursos claro e eficaz e função de programação poderosa; o tamanho da chapa pode ser inserido manualmente pelo teclado ou por meio de uma interface de pen drive.
| NÃO. | Nome | Marca | País |
| 1 | Ltrilho guia interno | HIWIN/CSK | Taiwan, China |
| 2 | PLC | Mitsubishi | Japão |
| 3 | Servomotor e driver | Mitsubishi | Japão |
| 4 | corrente de arrasto | JFLO | China |
| 5 | Botão, luz indicadora | Schneider | França |
| 6 | Fuso de esferas | PMI | Taiwan, China |
Nota: O fornecedor acima é o nosso fornecedor padrão. Ele poderá ser substituído por componentes de mesma qualidade de outra marca caso o fornecedor acima não consiga fornecer os componentes em alguma situação específica.



Perfil resumido da empresa  Informações da fábrica
Informações da fábrica  Capacidade de produção anual
Capacidade de produção anual  Habilidade de Negociação
Habilidade de Negociação 
Categorias de produtos
-

Furadeira CNC de alta velocidade PHD1616S para St...
-

Documento técnico do PDDL2016 Tipo Inteligente...
-

Máquina de perfuração CNC de alta velocidade PHD3016 e PHD4030...
-

Furadeira CNC PHD2020C para chapas de aço
-

Furadeira CNC PLD2016 para chapas de aço
-

PLD3030A e PLD4030 Pórtico Móvel de Perfuração CNC...